The Complete Guide to Industrial Food Processing Equipment for Fruits and Vegetables

Every fruit and vegetable that reaches a consumer passes through a chain of critical processing steps, and the equipment behind those steps determines everything from product quality to bottom-line profitability. The right industrial food processing equipment keeps throughput high, labor costs low, and food safety standards locked in across every shift.
Choosing the wrong setup, or outgrowing the one you have, can quietly drain yield and efficiency for months before anyone flags the problem. That’s why, below, we’ve broken down the essential equipment categories that power modern produce processing operations, as well as what to look for when selecting the right systems for your facility. Let’s get started.
What Role Does Industrial Food Processing Equipment Play in Produce Operations?

Industrial food processing equipment converts raw, field-harvested fruits and vegetables into clean, cut, and package-ready products at volumes that manual labor alone could never match. Each machine in a processing line serves a specific function, such as removing soil and contaminants, separating rinds and skins, cutting produce into uniform portions, or extracting surface moisture before packaging.
A facility moving 10,000 pounds of leafy greens through a single shift relies on these systems to hold tight tolerances on speed, sanitation, and product consistency without adding headcount.
From Standalone Machines to Full Processing Systems
Some facilities only need a single machine to address a specific bottleneck, such as adding an industrial centrifuge to speed up moisture removal after washing. Others, however, require a fully integrated processing line where each piece of equipment feeds directly into the next.
Standalone units offer flexibility and lower upfront investment, while complete systems maximize throughput by eliminating gaps and manual handoffs between stages.
Types of Food Processing Equipment Every Produce Facility Needs
The types of food processing equipment found in most produce operations fall into four core categories, each targeting a specific stage of the production workflow.
- Industrial washers remove field debris, soil, and surface contaminants
- Peelers strip rinds, skins, and outer layers with minimal product loss
- Cutters, wedgers, and dicers portion produce into uniform slices, wedges, or chunks
- Dryers and centrifuges extract surface moisture to extend shelf life and prep products for packaging
These systems can run independently or connect into a single integrated line, depending on your facility’s volume and production goals.
How Cutting and Drying Systems Drive Throughput and Efficiency
Once your produce has been washed and peeled, cutting and drying equipment takes over to prepare it for final packaging.
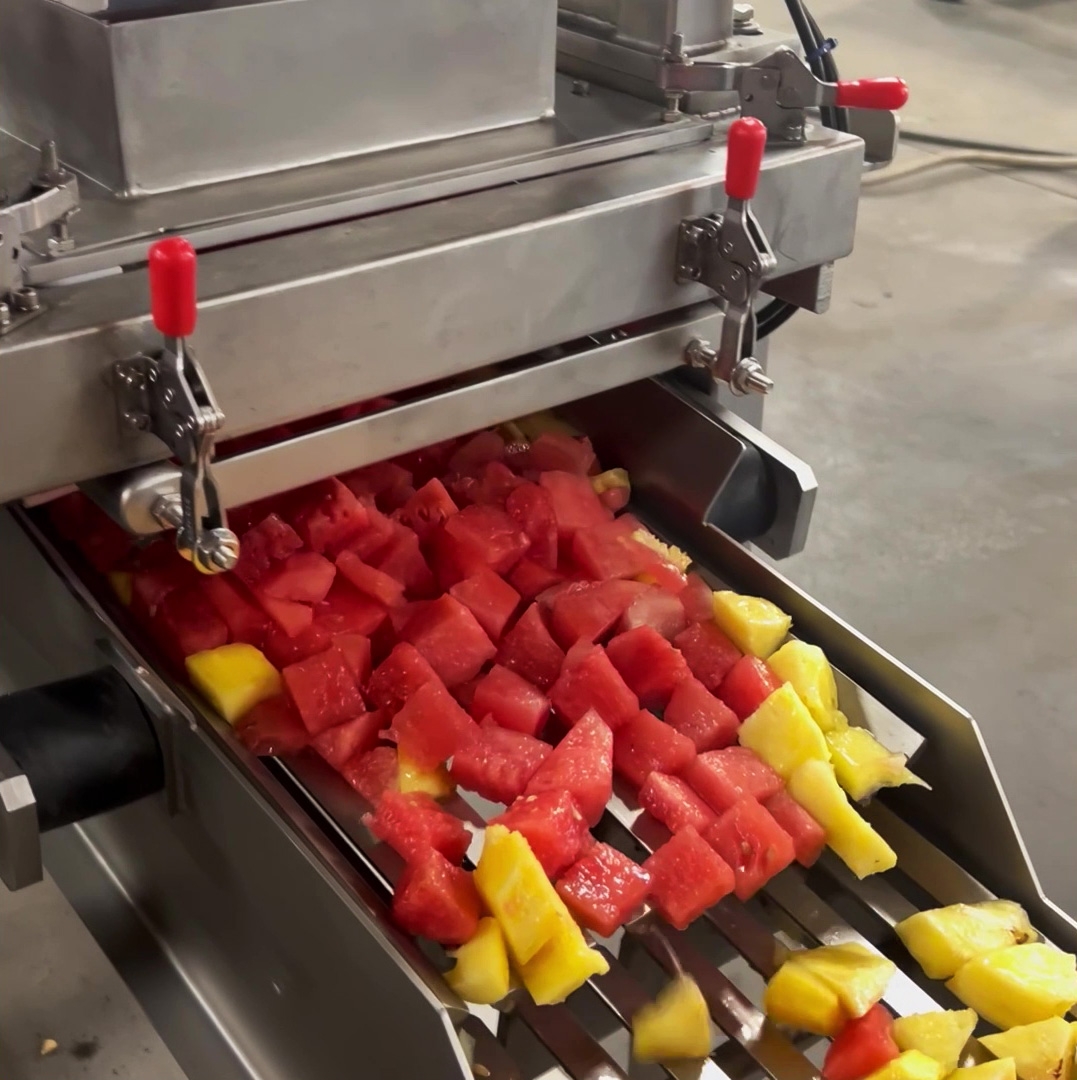
Industrial cutters, wedges, and dicers use precision blade assemblies to portion fruit and vegetables into consistent slices, wedges, or chunks at high speeds. Many systems allow quick blade changes so operators can switch between cut systems mid-shift without stopping the line.
After cutting, industrial dryers and centrifuges rapidly remove surface moisture, reducing spoilage risk and preserving texture. Finally, proper drying helps prevent microbial growth, directly supporting food safety compliance.
How to Choose the Right Industrial Washing Equipment for Your Facility
Selecting the right industrial food processing equipment for washing starts with understanding your operation’s specific demands. Before contacting a manufacturer, work through these key questions to ensure you get the parts and pieces that work best for your business:
- What types of produce are you processing? Leafy greens require gentle agitation to avoid bruising, while root vegetables like potatoes and carrots need aggressive scrubbing to remove caked-on soil. The produce you handle determines the wash method, water pressure settings, and tank configuration your facility needs.
- What is your volume per shift? A facility running 5,000 pounds per shift has very different capacity requirements than one running 50,000 pounds per shift. Matching washer throughput to your actual production targets prevents bottlenecks and avoids overspending on equipment you won’t fully utilize.
- How important is water usage to your operating budget? Some industrial washers feature recirculation systems that significantly reduce water consumption over time. If water costs are a major line item for your facility, prioritizing recirculation capability can deliver measurable long-term savings.
- Does the system need to integrate with your existing line? A standalone washer works well for facilities adding capacity in stages. But if your operation runs a continuous processing line, you need equipment built with modular connections that feed directly into the next stage without manual product transfers.
Answering these questions upfront narrows your options fast and helps you invest in a washing system that actually fits your production workflow, not one you will need to replace in two years.

What to Look for in Industrial Peeling Equipment
Industrial peelers vary widely based on the produce they handle, and choosing the wrong type can quietly eat into your margins.
Abrasion peelers work well for thin-skinned vegetables like potatoes, while blade-based systems offer more precision for citrus and apples, where peel depth directly affects usable yield.
Pay close attention to product loss percentages when evaluating machines. Even a slight improvement in peel accuracy across thousands of pounds per shift adds up to significant savings over a full production season.
Also, take the time to consider how quickly operators can switch the machine between produce types, especially if your facility processes multiple products on the same line.
Remember: The Equipment Is Only as Good as the Team Behind It
Selecting the right industrial food processing equipment matters, but so does the support that comes with it. Look for a manufacturer that offers custom configurations, on-site service, and replacement parts without long lead times.
Equipment breakdowns during peak production seasons cost more than just repair bills, so responsive engineering and technical support should factor into every purchasing decision. A strong manufacturing partner keeps your line running long after installation day.
Find the Right Industrial Food Processing Equipment for Your Operation
North Star Engineered Products has been building industrial food processing equipment for fruits and vegetables since 1934, all manufactured in Perrysburg, Ohio. Our team brings over 185 years of combined engineering experience to every washer, peeler, cutter, dryer, and centrifuge we produce.
Whether your facility needs a single machine to solve a bottleneck or a fully integrated processing line, we build it to your exact specifications.
Ready to talk through your operation’s needs? Contact North Star today, and let’s find the right fit.